
Atkaitinimo temperatūros poveikis atšaldytam mažo chromo molibdeno kaliojo ketaus ritiniui
Paveiktas liejimo proceso, atšaldytas mažo chromo molibdeno kaliojo ketaus ritinėlis turi santykinai didelį liejimo įtempį, kai jis išlietas, todėl reikalingas atleidimo nuo įtempių gydymas. Praktika parodė, kad atleidimo nuo įtempio temperatūra ne tik turi įtakos liejimo įtempio laipsniui, bet ir įtakoja ritinio struktūrą ir našumą.
Naudojant galios dažnio indukcinę elektrinę krosnį ištirpdyti išlydytą geležį, pilant dugną, ritinio darbinio paviršiaus skersmuo yra 288 mm, o sudėtis parodyta 1 lentelėje. Naudokite tekinimo staklę, kad supjaustytumėte 20 mm storio ir 40 mm pločio (radialinis matmuo). ) žiedas iš valcuoto atšaldyto sluoksnio. Žiedas buvo supjaustytas į kelis mėginius, kurie buvo atkaitinti ir termiškai apdoroti skirtingose temperatūrose, tada pastebėta metalografijos struktūra ir kietumas.
1 paveiksle pavaizduota ritininio pjovimo žiedo išorės (šalia šalto tipo) ir nupjauto žiedo vidaus (šalia ritinio šerdies) metalografinė struktūra. 1a ir 1b paveiksluose parodyta, kad ritinio išlieta konstrukcija yra perlitas, ledeburitas ir karbidas. Karbidų, esančių liestinės žiedo išorėje, yra daugiau, o perlito - mažiau, karbidų - liestinio žiedo viduje, o perlito - daugiau. . Testas rodo, kad net jei atkaitinimo temperatūra pasiekia 600 ° C, o laikymo laikas yra 4 valandos, ritinio konstrukcija vis tiek neturi akivaizdžių pokyčių, kaip parodyta 1c ir 1d paveiksluose.

(a) kaip išmestas lauke (b) kaip išlietas viduje
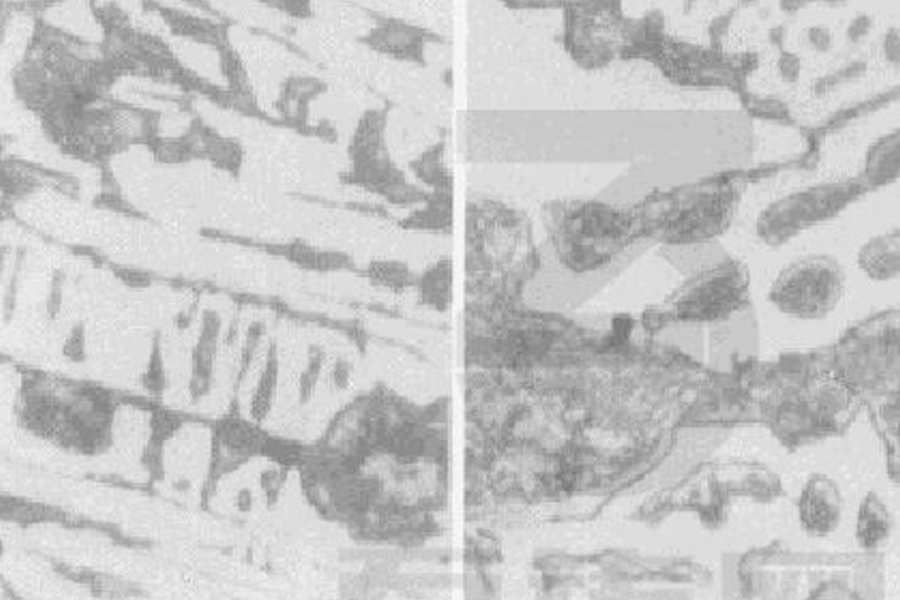
c) išorinė pusė po terminio apdorojimo po 600 ℃ × 4 val. d) vidinė pusė po terminio apdorojimo po 600 ℃ × 4 val.
1 paveikslas Ritininė metalografinė struktūra
2 paveiksle parodytas kietumas, esant skirtingoms ritinio darbinio sluoksnio pjovimo žiedo padėtims užliejamoje būsenoje ir po skirtingo terminio apdorojimo. Paveikslėlyje parodyta, kad ritinio kietumas pjovimo žiedo išorėje į vidų palaipsniui mažėja. Po terminio apdorojimo ritinio kietumas sumažėja, o padidėjus terminio apdorojimo temperatūrai, kietumas sumažėja. Kai terminio apdorojimo temperatūra pasiekia 600 ° C, kietumas labai sumažėja. Atsižvelgdami į kliento reikalavimus ritinių kietumui, gamyboje pasirenkame atkaitinimo temperatūrą 400 ℃.

Diskusija
Ritinio kietumo sumažėjimą po terminio apdorojimo lemia trys veiksniai. Viena yra ta, kad metalografijos struktūra keičiasi terminio apdorojimo metu, pavyzdžiui, skaidant karbidus. Pagal 1 paveikslą, net jei terminio apdorojimo temperatūra pasiekia 600 ° C, ritinio konstrukcija vis tiek neturi reikšmingų pokyčių. Šis rezultatas atitinka ferolydinio fazės diagramą [1]. Galima pastebėti, kad ritinio kietumo sumažėjimą lemia ne metalografinės struktūros pokyčiai. Antrasis yra tas, kad legiruojantys elementai difunduoja tolygiai, o terminio apdorojimo proceso metu sumažėja viršsotinimo laipsnis, tai yra dėl mikrostruktūros pokyčių. Siekiant nustatyti šio veiksnio poveikį, eksperimente buvo matuojamas karbido ir perlito mikrokietumas po skirtingų terminių apdorojimų (žr. 3 pav.). Matavimo rezultatai rodo, kad perlamito ir karbidų mikrokietumas po terminio apdorojimo skirtingai sumažėja. Šis reiškinys turi sumažinti ritinio makroskopinį kietumą. Trečiasis yra ritinio makroskopinio kietumo sumažinimas, pašalinant liejimo įtempį.
Išvada
Atšaldžius mažo chromo molibdeno kaliojo ketaus ritinį, jis atkaitinamas ir termiškai apdorojamas žemesnėje nei 600 ° C temperatūroje, metalografijos struktūra reikšmingai nesikeičia, tačiau sumažėja makroskopinis kietumas. Kai terminio apdorojimo temperatūra yra žemesnė nei 450 ° C, bendras kietumas mažėja nedaug, o kai terminio apdorojimo temperatūra yra aukštesnė nei 600 ° C, kietumas labiau sumažėja. Makroskopinio kietumo sumažėjimo priežastis yra mikrokietumo sumažėjimas ir liejimo streso pašalinimas.
Prašome pasilikti šio straipsnio šaltinį ir adresą perspausdinti: Atkaitinimo temperatūros poveikis atšaldytam mažo chromo molibdeno kaliojo ketaus ritiniui
Minghe „Die Casting Company“ yra skirti gaminti ir teikti kokybiškas ir aukštos kokybės liejimo dalis (metalinės liejimo dalys daugiausia apima Plonų sienų liejimas,Karšto kameros liejimas,Šaltojo kameros liejimas), Apvali paslauga (liejimo paslauga,CNC apdirbimas,Liejimo gamyba, Paviršiaus apdorojimas). Kviečiame susisiekti su bet kokiu aliuminio liejimu, magnio arba Zamak / cinko liejimu ir kitais liejimo reikalavimais.

Visi procesai, kontroliuojami ISO9001 ir TS 16949, atliekami naudojant šimtus pažangių liejimo mašinų, 5 ašių mašinų ir kitų įrenginių, pradedant sprogdintuvais ir baigiant „Ultra Sonic“ skalbimo mašinomis. „Minghe“ turi ne tik pažangią įrangą, bet ir turi profesionalias patyrusių inžinierių, operatorių ir inspektorių komanda, kad kliento dizainas būtų įgyvendintas.

Sutartinis liejinių gamintojas. Galimybės apima šalto kameros aliuminio liejimo dalis nuo 0.15 svarų. iki 6 svarų, greito keitimo nustatymas ir apdirbimas. Pridėtinės vertės paslaugos apima poliravimą, vibravimą, pašalinimą iš šiukšlių, sprogdinimą, dažymą, dengimą dengimu, surinkimą ir įrankius. Medžiagos, su kuriomis dirbta, apima tokius lydinius kaip 360, 380, 383 ir 413.

Cinko liejimo projektavimo pagalba / gretutinės inžinerijos paslaugos. Pasirinktinis tiksliųjų cinko liejinių gamintojas. Gali būti gaminami miniatiūriniai liejiniai, aukšto slėgio liejiniai, daugialypiai liejimo liejiniai, įprasti liejiniai, vienetiniai ir nepriklausomi liejiniai bei ertmėje užklijuoti liejiniai. Liejiniai gali būti gaminami ilgio ir pločio iki 24 colių +/- 0.0005 colio tolerancijos.

ISO 9001: 2015 sertifikuotas liejinio magnio gamintojas. Galimybės apima aukšto slėgio magnio liejimą iki 200 tonų karšto kameros ir 3000 tonų šaltos kameros, įrankių dizainą, poliravimą, liejimą, apdirbimą, miltelinį ir skystą dažymą, pilną kokybės užtikrinimą su CMM galimybėmis , surinkimas, pakavimas ir pristatymas.

ITAF16949 sertifikuota. Papildoma liejimo paslauga investavimo liejimas,smėlio liejimas,Gravitacinis liejimas, Prarastas putų liejimas,Išcentrinis liejimas,Vakuuminis liejimas,Nuolatinis liejimasGalimybės apima EDI, inžinerinę pagalbą, patikimą modeliavimą ir antrinį apdorojimą.

Liejimo pramonė Automobilių, dviračių, orlaivių, muzikos instrumentų, vandens transporto priemonių, optinių prietaisų, jutiklių, modelių, elektroninių prietaisų, gaubtų, laikrodžių, mašinų, variklių, baldų, papuošalų, jigų, telekomunikacijų, apšvietimo, medicinos prietaisų, fotografijos prietaisų, fotografijos, Robotai, skulptūros, garso įranga, sporto įranga, įrankiai, žaislai ir kt.
Ką galime padėti jums padaryti toliau?
∇ Eikite į pagrindinį puslapį „Die Casting“ Kinija
→Liejimo dalys-Sužinok, ką mes padarėme.
→ Ralated Patarimai Apie „Die Casting“ paslaugos
By „Minghe“ liejimo gamintojas Kategorijos: Naudingi straipsniai |Medžiaga Žymos: Aliuminio liejimas, Cinko liejimas, Magnio liejimas, Titano liejimas, Nerūdijančio plieno liejimas, Žalvario liejimas,Bronzos liejimas,Perduodamas vaizdo įrašas,Įmonės istorija,Aliuminio liejimas | Komentarai išjungti







