
Nuolatinis liejimas
Kas yra nuolatinis liejimas
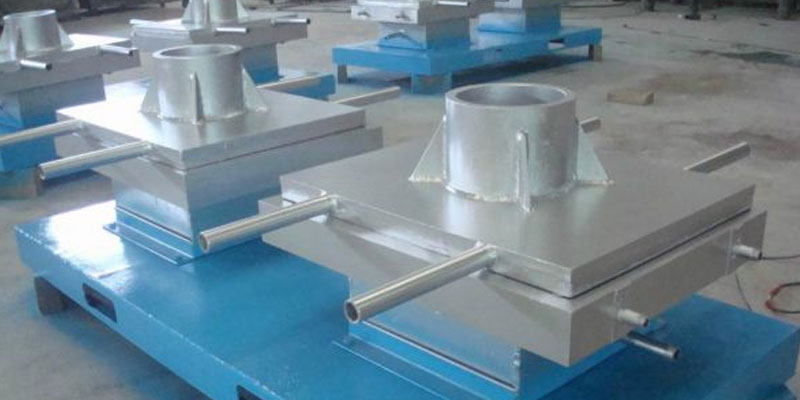
Nuolatinis liejimas yra metalo liejimo procesas, kurio metu naudojamos daugkartinio naudojimo formos (vadinamosios „nuolatinės formos“, paprastai pagamintos iš metalo). Gravitacijos naudojimas liejimo formai užpildyti yra labiausiai paplitęs metodas, vadinamas gravitaciniu liejimu, tačiau yra ir procesų, kuriuose naudojamas oro slėgis arba vakuumas. Taip pat yra sunkiųjų liejinių, vadinamų bitumo liejimo metodu, variacija, naudojama tuščiaviduriams liejiniams gaminti. Dažniausiai naudojami liejimo metalai yra aliuminis, magnis ir vario lydiniai. Kitos medžiagos, tokios kaip alavas, cinkas ir švino lydiniai, taip pat plienas ir geležis, taip pat bus išlietos naudojant grafito formas.
Nuolatinis liejimas taip pat vadinamas metalo liejimu. Tai liejimo metodas, kai skystas metalas pilamas į metalo formas, kad gautų liejinius. Forma pagaminta iš metalo ir gali būti naudojama pakartotinai (nuo šimtų iki tūkstančių kartų). Liejiniai, kuriuos galima pagaminti liejant metalines liejimo formas, turi tam tikrus svorio ir formos apribojimus. Pavyzdžiui, juodieji metalai gali būti tik paprastos formos liejiniai; liejinių svoris negali būti per didelis; sienos storis taip pat yra ribotas, o mažesnių liejinių sienelių storis negali būti liejamas
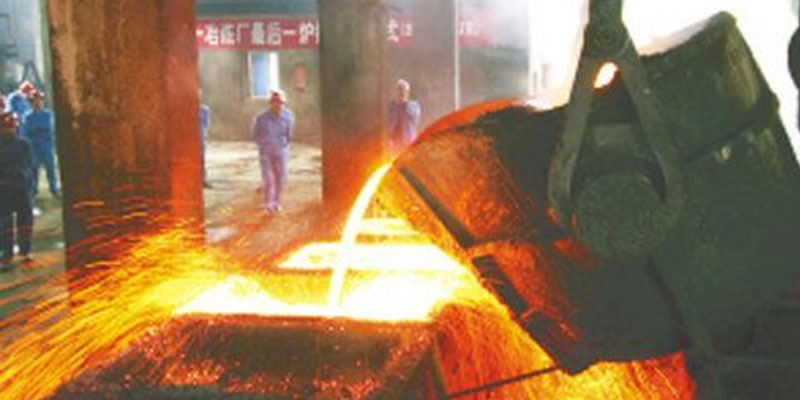
Įvairiose programose, kurioms reikalinga masinė gamyba ar dauginimo projektai, reikalingas nuolatinis liejimo procesas. Šiame procese pelėsiai iš anksto pašildomi. Šis žingsnis pašalina drėgmę, kuri gali būti pelėsiuose, ir neleidžia išlydytam metalui per greitai atvėsti. Nuolatinio liejimo formos pašildymas taip pat gali užkirsti kelią formos pažeidimams dėl šiluminio plėtimosi, kai išlydytas metalas įvedamas į formą. Labiausiai paplitęs metodas yra gravitacijos naudojimas skystam metalui paprasčiausiai pilti į įkaitintą formą. Šis metodas yra mažiausias nuolatinio liejimo liejimo būdas, nes jam reikia mažiau įrangos, tačiau jis netinka situacijoms, kai skystas metalas gali nepasiekti visų pelėsių vietų. Nuolatinių formų, kurių detalės turi būti užpildytos išlydytu metalu, atveju gali prireikti vakuumo arba slėgio, kad būtų lengviau įnešti metalą. Jei tai nuolatinės liejimo formos su slėgiu, žemas slėgis naudojamas išlydytam metalui priversti liejimo formą. Nuolatiniam liejimo formavimui vakuuminiu būdu iš formos imamas oras, kad susidarytų žemo slėgio vakuumas, metalą įtraukiant į formą. Abiem atvejais dėl slėgio išlydytas metalas užpildys mažas erdves ir smulkias detales, kitaip tai gali sugadinti liejimą. Kitas metalo liejimo proceso pokytis yra purvo liejimo metodas. Šiuo metodu išlydytas metalas supilamas į formą ir sukietėja aplink išorinį apvalkalo kraštą. Kai metalas pradės kietėti, centre esantis skystas metalas bus išpiltas, paliekant tuščiavidurį liejinį, tinkamą dekoravimui ir dekoratyviniams gaminiams.

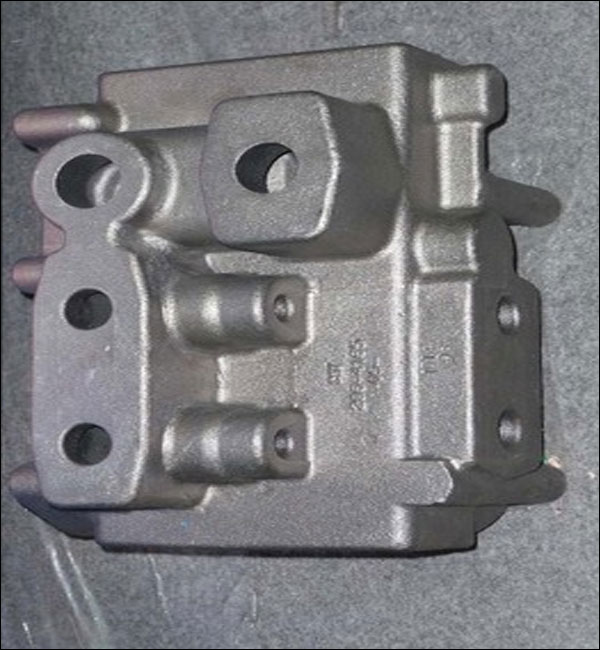
„Minghe“ yra patyręs nuolatinio liejimo liejimo paslaugų tiekėjas, gamintojas, eksportuotojas iš Kinijos. Jis specializuojasi siūlydamas geriausias OEM nuolatinio liejimo liejimo paslaugas aukščiausios kokybės pigių metalinių detalių ar komponentų gamybai, naudodamas įspūdingą asortimentą. meno liejimo mašinos, tokios kaip krumpliaračiai, špagatai, ratlankiai, pavarų dėžės, vamzdžių jungiamosios detalės, degalų įpurškimo sistemos korpusai, transporto priemonių variklių stūmokliai ir kt. Mūsų pažangus liejimo įtaisas paprastai dirba su įvairiausiomis medžiagomis, pradedant variu, žalvariu, nerūdijančiu plienu, anglinis plienas, aliuminis ir titanas. Mes visada galime pasirinkti tinkamą metalo liejimo procesą, kad atitiktų jūsų reikalavimus. Mūsų pritaikytos nuolatinio liejimo formos paslaugos užtikrina, kad mūsų klientai gaus aukščiausios kokybės liejimo dalis. Greitai siųskite užklausą ar piešinį, kad gautumėte internetinę liejimo citatą.
Nuolatinio liejimo privalumai ir trūkumai
Nuolatinio liejimo ir smėlio liejimo palyginimas: Technologijose ir ekonomikoje yra daug privalumų.
- - Metalo liejiniai turi aukštesnes mechanines savybes nei smėlio liejiniai. To paties lydinio atsparumas tempimui gali būti padidintas vidutiniškai apie 25%, atsparumas takumui gali būti padidintas vidutiniškai apie 20%, taip pat žymiai pagerintas atsparumas korozijai ir kietumas;
- - liejinių tikslumas ir paviršiaus apdaila yra aukštesni nei smėlio liejinių, o kokybė ir dydis yra stabilūs;
- - Liejinių proceso išeiga yra didelė, o skysto metalo sąnaudos sumažėja, paprastai sutaupoma 15-30%;
- - nenaudojamas smėlis ar mažiau smėlio, paprastai galima sutaupyti 80–100% modeliavimo medžiagų;
Be to, nuolatinis liejimas turi didelį gamybos efektyvumą; sumažina liejimo defektų priežastis; procesas yra paprastas ir lengvai realizuojamas mechanizavimas ir automatizavimas. Nors nuolatinis liejimas turi daug privalumų, jis turi ir trūkumų. Toks kaip:
- - metalinių formų gamybos kaina yra didelė;
- - Metalo tipas nėra laidus orui ir neturi trauktis, o tai gali lengvai sukelti defektų, tokių kaip nepakankamas ketaus liejimas, įtrūkimai ar balta burna;
- - Nuolatiniame liejime liejimo formos darbinė temperatūra, liejimo temperatūra ir greitis, laikas, kai liejinys lieka formoje, o naudojama danga yra labai jautri liejimo kokybei ir ją reikia griežtai kontroliuoti .
Todėl, nusprendžiant naudoti nuolatinį liejimą, reikia išsamiai atsižvelgti į šiuos veiksnius: liejinio forma ir svoris turi būti tinkami; turi būti pakankamai partijų; leidžiama atlikti gamybos užduotį.
Nuolatinio liejimo liejimo ypatybės
Metalo formos ir smėlio formos turi didelių eksploatacinių savybių skirtumų. Pavyzdžiui, smėlio formos turi oro pralaidumą, o metalinės - ne; smėlio formos turi blogą šilumos laidumą, metalinės - gerą šilumos laidumą, smėlio formos traukiasi, bet metalinės - ne. Šios metalo formos charakteristikos lemia, kad liejimo formavimo procese jis turi savo taisykles.
Dujų būsenos ertmėje pokyčio įtaka liejinio liejimui: Kai metalas užpildomas, ertmėje esančios dujos turi būti greitai išleidžiamos, tačiau metalas neturi dujų pralaidumo. Kol procesas bus apleistas, liejimo kokybė bus neigiamai paveikta. .
Šilumos mainų ypatybės kietinant liejinį: ištirpęs metalas patenka į ertmę, jis perduoda šilumą į metalinę sieną. Skystas metalas praranda šilumą per pelėsių sienelę, sukietėja ir susitraukia, o pelėsių siena įgauna šilumą, padidina temperatūrą ir tuo pačiu plečiasi. Dėl to tarp liejimo ir formos sienos susidaro „tarpas“. Kol „liejimo tarpo ir metalo liejimo formos“ sistema pasiekia tą pačią temperatūrą, liejinys gali būti laikomas aušinimu „tarpelyje“, o metalinės formos siena kaitinama per „tarpą“.
Metalo formos trukdo susitraukimo poveikiui liejiniams: metalinės formos ar metalinės šerdys negali trauktis liejinių kietėjimo proceso metu ir trukdo liejiniams susitraukti. Tai dar viena jo savybė
Įvairių tipų liejimo formų gamybos scenarijus
Minghe visada laikosi kliento reikalavimų ir įmonės paslaugų standartų. Bet kurioje liejimo formoje, liejimo formoje, pelėsių derinimo, bandymų su liejimo formomis, liejimo procese ir kt. Nuorodose yra specialių inžinierių, kurie jus palaikys telefonu;

| Nuolatinis liejimo procesas (1)▶ |

| Nuolatinis liejimo procesas (2)▶ |

| Nuolatinis liejimo procesas (3)▶ |
| Nuolatinis liejimo procesas (4)▶ |
| Nuolatinis liejimo procesas (5)▶ |
| Nuolatinis liejimo procesas (6)▶ |

| Nuolatinis liejimo procesas (7) ▶ |

| Nuolatinis liejimo procesas (8)▶ |
Nuolatinio liejimo liejimo pavyzdžiai
„Minghe Casting“ gamybos paslaugos yra prieinamos tiek nuo realybės, tiek nuo mažo iki didelio kiekio liejimo dalių, smėlio liejimo dalių, investicinių liejimo dalių, metalinių liejimo dalių, pamestų putplasčio liejimo dalių ir kt.







Eikite į daugiau liejimo dalių atvejų tyrimų >>>
Pasirinkite geriausią nuolatinio liejimo liejimo tiekėją
Šiuo metu mūsų nuolatinės liejimo formos dalys eksportuojamos į Ameriką, Kanadą, Australiją, Jungtinę Karalystę, Vokietiją, Prancūziją, Pietų Afriką ir daugelį kitų šalių visame pasaulyje. Esame registruoti pagal ISO9001-2015, taip pat sertifikuoti SGS.
Mūsų pasirinktinė nuolatinio liejimo liejimo gamybos paslauga teikia patvarius ir prieinamus liejinius, atitinkančius jūsų specifikacijas automobilių, medicinos, aviacijos, elektronikos, maisto, statybos, saugumo, jūrų ir kitose pramonės šakose. Greitai išsiųskite užklausą arba pateikite piešinius, kad gautumėte nemokamą citatą per trumpiausią laiką. Susisiekite su mumis arba el. Paštu sales@hmminghe.com norėdami sužinoti, kaip mūsų žmonės, įranga ir įrankiai gali suteikti geriausią kokybę už geriausią kainą jūsų nuolatinio liejimo liejimo projektui.
Mes teikiame liejimo paslaugas:
„Minghe“ liejimo paslaugos, susijusios su liejimu smėliu, metalo liejimas, investicinio liejimo prarastų putų liejimas ir kt.
Smėlio liejimas
Smėlio liejimas yra tradicinis liejimo procesas, kurio metu formoms gaminti smėlis naudojamas kaip pagrindinė modeliavimo medžiaga. Smėlio liejimas paprastai naudojamas smėlio formoms, o žemo slėgio liejimas, išcentrinis liejimas ir kiti procesai taip pat gali būti naudojami, kai yra specialių reikalavimų. Smėlio liejimas turi platų pritaikomumo spektrą, galima naudoti mažus gabalėlius, didelius gabalus, paprastus gabalus, sudėtingus gabalus, pavienius gabalus ir didelius kiekius.
Nuolatinis liejimas
Nuolatinis liejimas turi ilgą tarnavimo laiką ir aukštą gamybos efektyvumą, turi ne tik gerą matmenų tikslumą ir lygų paviršių, bet ir pasižymi didesniu stiprumu nei smėlio liejiniai ir yra mažiau tikėtina, kad bus pažeisti pilant tą patį išlydytą metalą. Todėl masinėje vidutinių ir mažų spalvotųjų metalų liejinių gamyboje tol, kol liejimo medžiagos lydymosi temperatūra nėra per aukšta, paprastai pirmenybė teikiama metalo liejimui.

Investicijų atranka
Didžiausias investavimo liejimas kadangi investiciniai liejiniai turi aukštą matmenų tikslumą ir paviršiaus apdailą, jie gali sumažinti apdirbimo darbus, tačiau palieka šiek tiek apdirbimo atsargų toms dalims, kurioms keliami didesni reikalavimai. Galima pastebėti, kad taikant investicinį liejimo metodą galima sutaupyti daug staklių įrangos ir apdirbti darbo valandas, o metalų žaliavos - labai daug.
Prarastas putų liejimas
Pamestas putų liejimas yra sujungti parafino vaško ar putplasčio modelius, panašius į liejimo dydį ir formą, į modelių grupes. Nuvalius ir išdžiovinus ugniai atsparias dangas, jos užkasamos sausame kvarciniame smėlyje vibracijos modeliavimui ir užpilamos neigiamu slėgiu, kad modelis būtų gazifikuotas. , Skystas metalas užima modelio poziciją ir po sukietėjimo ir aušinimo sudaro naują liejimo metodą.

Liejimas
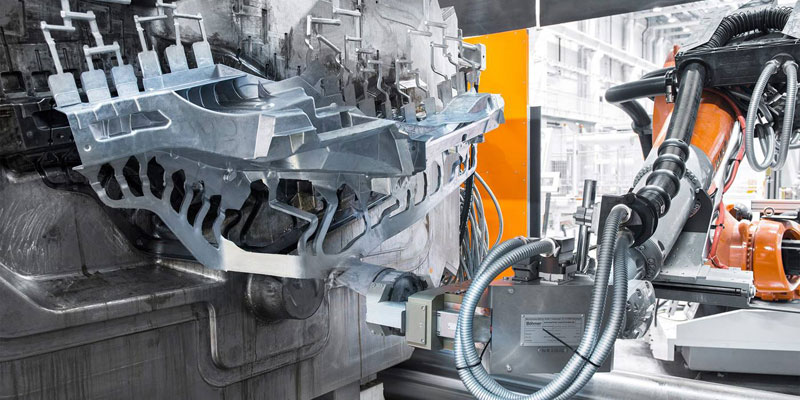
Liejimas yra metalo liejimo procesas, kuriam būdingas aukšto slėgio naudojimas išlydytam metalui naudojant formos ertmę. Formos paprastai gaminamos iš stipresnių lydinių, ir šis procesas yra šiek tiek panašus į liejimą. Daugumoje liejinių nėra geležies, pavyzdžiui, cinko, vario, aliuminio, magnio, švino, alavo ir švino-alavo lydinių bei jų lydinių. Minghe buvo Kinijos viršūnė liejimo paslauga nuo 1995.
Išcentrinis liejimas
Išcentrinis liejimas yra skysto metalo įpurškimo į dideliu greičiu besisukančią formą technika ir metodas, kad skystas metalas būtų išcentrinis, kad užpildytų formą ir suformuotų liejinį. Dėl išcentrinio judėjimo skystas metalas gali gerai užpildyti formą radialine kryptimi ir suformuoti laisvą liejinio paviršių; tai daro įtaką metalo kristalizacijos procesui, tuo pagerindama liejimo mechanines ir fizines savybes.

Žemo slėgio liejimas
Žemo slėgio liejimas reiškia, kad liejimo forma paprastai dedama virš sandaraus tiglio ir į tiglį įleidžiamas suslėgtas oras, kad išlydyto metalo paviršiuje susidarytų žemas slėgis (0.06 ~ 0.15 MPa), kad išlydytas metalas pakiltų nuo stovo vamzdžio iki užpildykite formą ir kontroliuokite kietinto liejimo metodą. Šis liejimo būdas turi gerą padavimą ir tankią struktūrą, lengvai išmetamas didelis plonasienis kompleksinis liejinys, be stovo ir metalo regeneravimo greitis 95%. Jokios taršos, lengvai realizuojama automatika.
Vakuuminis liejimas
Vakuuminis liejimas yra liejimo procesas, kurio metu metalas lydomas, pilamas ir kristalizuojamas vakuuminėje kameroje. Vakuuminis liejimas gali sumažinti dujų kiekį metale ir užkirsti kelią metalo oksidacijai. Šis metodas gali pagaminti labai sudėtingas specialias legiruoto plieno liejinius ir ypač lengvai oksiduojamas titano lydinio liejinius. „Minghe Casting“ turi vakuuminio liejimo padalinį, kurio pakanka išspręsti visas su vakuuminiu liejimu susijusias problemas