
Automobilių aliuminio važiuoklės konstrukcinių dalių mikrostruktūra ir mechaninės savybės

Liejinių struktūra ir pagrindiniai kūrimo technologijos taškai
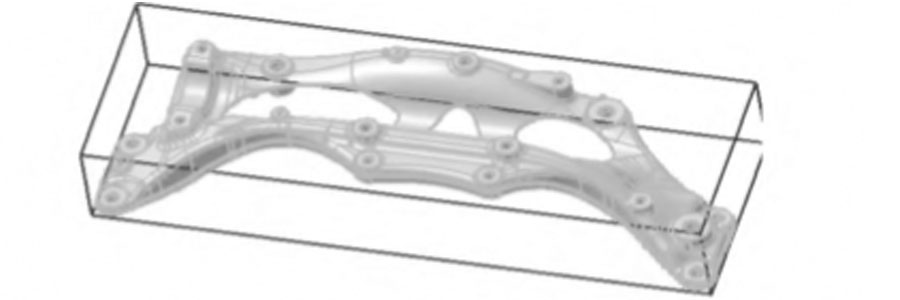
Automobilio važiuoklės konstrukcija parodyta 1 paveiksle. Jos kontūro dydis yra 677.79 mm × 115.40 mm × 232.42 mm, masė yra 2.6 kg, vidutinis sienelės storis yra 3.5 mm, o tūris yra apie 9.88 × 105 mm ^ 3. Projektuojamas liejimo plotas yra 86300mm ^ 2, o medžiaga yra Al-8Si-Mn-Mg lydinys. Liejinys turi keletą storų sienelių karštų jungčių, kuriomis lengva suformuoti susitraukimo skylutes. Liejinių išvaizdos kokybės reikalavimai: nėra akivaizdžių liejimo srauto žymių, nėra akivaizdžių vėžlio įtrūkimų ir nėra burbuliukų ant paviršiaus; vidiniai liejinių kokybės reikalavimai: bendrosios liejimo padėties skylės yra žemesnės kaip 1mm, bosams ir storoms mėsos dalims reikalingos skylės 2mm: reikalavimai oro kiekiui liejimo viduje: 100 g aliuminio oro kiekis nurodytame liejinio užpildymo gale turėtų būti mažesnis nei 15 ml, o paskirta vidinių vartų dalis turėtų būti mažesnė nei 10 ml; liejimo mechaninės savybės (po apdorojimo T5): tempimo stipris 220MPa, išeiga Tvirtumas yra 150MPa, pailgėjimas yra ≥5%, smūgio atsparumas yra ≥6.0J / cm2, sriegio tempimo bandymas yra M10≥60kN, M12≥85kN, kietumas (HRB) yra 30; liejinių nuovargio bandymo reikalavimai: normaliomis sąlygomis atlaikykite 6.1 ~ -4.8kN jėgą tam skirtame taške, dažnis yra 2Hz, o sugadinti negalima po 20,000 40,000 ciklų. Bandymo sąlygomis ciklų skaičius yra XNUMX XNUMX kartų. Pagal minėtus reikalavimus šio liejinio gamyba yra gana sunki.
Liejimo kūrimo procese, siekiant sutrumpinti kūrimo ciklą, analizei naudojama skaitmeninio modeliavimo programinė įranga, o atsižvelgiant į faktinius gamybos parametrus, naudojami keturi skirtingi liejimo metodai (žr. 2 pav.). 1 ir 2 planuose naudojamas šukos formos liejimo būdas, 3 ir 4 planuose - ventiliatoriaus formos liejimo būdas; Palyginti su 2 planu, 1 plane naudojamas labiau koncentruotas tiekimo būdas, o 2 plane - labiau išsklaidyto tiekimo būdas. ; Palyginti su 4 variantu, 3 variante yra trumpesnis pagrindinis bėgikas, o 4 variante - ilgesnis pagrindinis bėgikas. Norėdami imituoti ir išanalizuoti keturias aukščiau pateiktas schemas, naudokite „Magma“ programinę įrangą. Rezultatai rodo, kad: 1 varianto bėgikas yra per tiesus, energijos nuostoliai yra dideli, o vidinių vartų liejimas nėra sinchronizuotas, o tai yra netvarkinga; 2 variantas yra užpildytas dujomis iš abiejų bėgių pusių, o kietėjimo analizės liejimas turi susitraukimo angas abiejose srieginių skylių pusėse; 3 bėgikas yra per trumpas, o tai nepadeda taikyti didelio vakuumo liejimo proceso; 4 schema Vidutinės liejimo dalies temperatūra yra aukštesnė, o pelėsių erozija greičiausiai yra. Atsižvelgiant į užpildymo skysčio būseną, kietėjimo susitraukimą, temperatūrą ir kt., 4 variantas yra geresnis.

Liejimo proceso parametrų optimizavimo bandymas
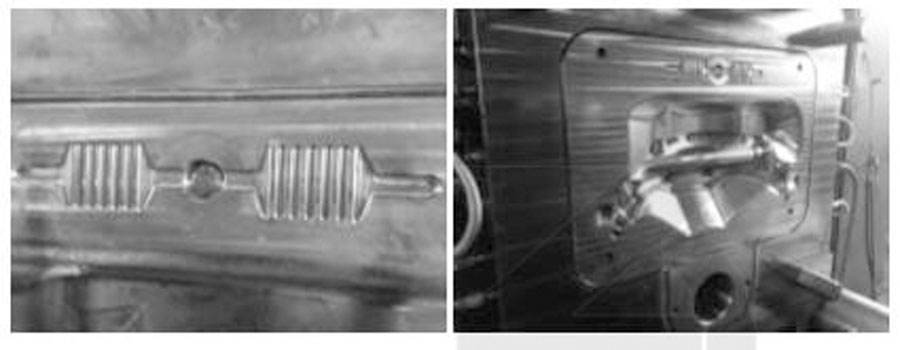
Jis gaminamas naudojant „Idra“ 16000 kN horizontalią šalto kameros liejimo mašiną, kurioje sumontuota realaus laiko įpurškimo valdymo sistema. Vakuuminis vožtuvas yra hidraulinis didelio vakuumo uždarymo vožtuvas, turintis nepriklausomas intelektinės nuosavybės teises (žr. 3 pav.), Ir jame sumontuota aukšto vakuumo valdymo sistema, kad būtų pasiektas dvipusis ertmės ir slėgio kameros siurbimas; formos paviršius užsandarinamas silikono juostele, kurios skersmuo yra 10 mm ((žr. 4 pav.); Forma aušinama aliejine terpe ir įmontuota termoelementu, kad būtų galima tiksliai kontroliuoti formos temperatūrą; šerdies kaištis aušinamas aukšto slėgio vandeniu aušinimas; purškimą automatiškai purškia ABB robotas.
Siekiant optimalaus liejimo mašinos nustatymo parametrų ir didelio vakuuminio smūgio derinio, buvo išbandyti 7 parametrų derinių rinkiniai, nustatant aliuminio lydinio temperatūrą 690 ℃ ir pelėsių temperatūrą 200 ℃.
Spalvos įsiskverbimo bandymas buvo atliktas liejime, o rezultatai parodė, kad liejinio paviršiuje nebuvo jokių defektų, tokių kaip blogas formavimas, šalčio atskyrimas, įtrūkimai ir pūslelės.
Vidinė liejinių kokybė buvo tikrinama rentgeno spinduliais. Rezultatai parodė, kad plokštelės padėtyje nebuvo rasta oro susitraukimo skylių, o ant liejimo antgalio ir storos sienos padėties oro skylių, susitraukimo skylių ar susitraukimo poringumo (žr. 6 pav.).
Remiantis aukščiau pateikta analize, galima pastebėti, kad lėtas įpurškimo greitis yra 0.3 m / s, vakuuminė padėtis yra 480 mm, liejimo greitis yra 4.0–4.5 m / s, liejimo slėgis yra apie 76 MPa ir greitas įpurškimas atstumas yra 620 mm yra geriausias parametrų derinys.
Mechaninio veikimo bandymas ir analizė
3.1 Vakuumo įtaka liejinių konstrukcijai ir mechaninėms savybėms
Galima pastebėti, kad didelio vakuumo (97 kPa vakuumo laipsnio) liejimo tankis yra didesnis, o tai reiškia, kad liejimo vidinių dujų kiekis yra mažesnis. Palyginti su įprastais vakuuminiais (65 kPa vakuuminiais) liejiniais, didelio vakuuminio liejimo tempiamasis stipris, takumo jėga, pailgėjimas ir kietumas padidėja atitinkamai 21%, 29%, 18% ir 10%, o tai rodo, kad didelio vakuumo liejiniai Tai turi geresnį skatinamąjį poveikį gerinant konstrukcinių dalių mechanines savybes.
Nesvarbu, ar tai didelio vakuumo liejimas, ar paprastas vakuuminis liejimas, lydinio mikrostruktūra didelio vakuumo liejimo ir įprasto vakuuminio liejimo metu. Nesvarbu, ar tai yra didelio vakuumo liejimas, ar paprastas vakuuminis liejimas, aliuminio lydinio Al-8Si-Mn-Mg konstrukcija susideda iš santykinai šiurkščios α 1-Al ir smulkios apvalios α 2-Al, taip pat smulkios dendritinės eutektikos Si ir kt. Kompozicija. Nors Fe kiekis lydinyje yra mažas, vis tiek galima pastebėti nedidelį granuliuotų Fe turtingų fazių kiekį. Kadangi liejimas slėgiu yra aukštoje temperatūroje ir aukštame slėgyje, išlydytas metalas per labai trumpą laiką užpildo ertmę ir sukietėja. Dėl šio didelio aušinimo greičio skystas metalas gali gauti didelį laipsnį aušinimo, tuo padidindamas branduolių skaičių. Pagerėja branduolių dažnis, patobulinta eutektinė Si ir slopinamas adatos formos AlSiFe fazės susidarymas. Dėl mažo vakuumo laipsnio įprastomis vakuumo sąlygomis liejinio viduje galima pastebėti labai mažus porų defektus.
3.2 Terminio apdorojimo poveikis didelio vakuumo liejinių charakteristikoms ir struktūrai
3.2.1 Mechaninės savybės
Liejiniai turi būti termiškai apdorojami senstant, o terminio apdorojimo sąlygos yra 200 ℃ × 2 val. Tada atliekamas liejinių šonkaulių nustatytų vietų (1, 2, 3 padėties) tempimas. Galima pastebėti, kad liejimo liejinių mechaninės savybės skiriasi priklausomai nuo liejimo proceso.
Palyginti su įprastu vakuuminiu liejimu, didelio vakuumo liejimas žymiai pagerino tempiamąjį stiprį, atsparumą takumui, pailgėjimą ir kietumą. Tarp jų tempimo stipris padidėja apie 21%, takumo stipris padidėja apie 29%, o pailgėjimo greitis padidėja apie 21%. Padidėjus maždaug 18%, o kietumui - apie 10%, galima pastebėti, kad didelio vakuumo liejimas žymiai pagerina liejinių tvirtumą ir kietumą.
3.2.2 Poveikio atsparumas
Poveikio bandymas nustatytose liejimo briaunų padėtyse (1, 2 ir 3 padėtys, kurios yra vietos mėginių ėmimo vietos atliekant mechaninius eksploatacinius bandymus) rodo, kad didelio vakuumo liejinių atsparumas smūgiams visiškai atitinka reikalavimus liejinių.
3.2.3 Siūlų brėžinys
Buvo atliekami liejinių M10 ir M12 skylių skylių sriegio bandymai. M10 sriegis nepakito veikiant 66 kN, o M12 sriegis - 85 kN, o tai rodo, kad didelio vakuumo liejimo siūlai visiškai atitinka jėgos reikalavimus.
3.2.4 Nuovargio testas
Atlikus liejinių 410150 patvarumo bandymus, fluorescencijos nustatymas parodė, kad ant liejinių paviršiaus nėra įtrūkimų, o rezultatai parodė, kad didelio vakuumo liejinių atsparumas nuovargiui atitiko techninius reikalavimus.
3.2.5 Dujų kiekio nustatymas
Dujų kiekio bandymas parodytas 2 lentelėje. Iš 6 lentelėje pateiktų bandymų rezultatų matyti, kad liejimo korpuso dujų kiekis prie vidinių vartų yra mažesnis nei 8.9 ml / 100 g Al, o dujų kiekis liejinyje kūnas prie vandens uodegos perpildymo bako yra mažesnis nei 12 ml 100 g Al, o tai visiškai atitinka liejimo reikalavimus.
4 Išvada
- (1) Naudojant skaitmeninį modeliavimą, buvo optimizuotas automobilių važiuoklės konstrukcinių dalių liejimo formavimo procesas ir didelio vakuuminio liejimo proceso parametrai, o pagaminti aukštos kokybės liejiniai su išorine ir vidine kokybe, atitinkantys reikalavimus.
- (2) Aukšto vakuumo liejimas gali žymiai pagerinti mechanines konstrukcinių dalių savybes. Lyginant su įprastu liejimu, liejinių tankis padidinto vakuuminio liejimo metu padidėja, o liejinių tempiamasis stipris, atsparumas takumui, pailgėjimas ir kietumas padidėja 21%, 29%, 18% ir 10% atitinkamai.
- (3) Visi liejinių ilgaamžiškumo, tempimo ir dujų kiekio bandymo rezultatai atitinka gaminio techninius reikalavimus ir masinės gamybos sąlygas.
Prašome pasilikti šio straipsnio šaltinį ir adresą perspausdinti: Automobilių aliuminio važiuoklės konstrukcinių dalių mikrostruktūra ir mechaninės savybės
Minghe „Die Casting Company“ yra skirti gaminti ir teikti kokybiškas ir aukštos kokybės liejimo dalis (metalinės liejimo dalys daugiausia apima Plonų sienų liejimas,Karšto kameros liejimas,Šaltojo kameros liejimas), Apvali paslauga (liejimo paslauga,CNC apdirbimas,Liejimo gamyba, Paviršiaus apdorojimas). Kviečiame susisiekti su bet kokiu aliuminio liejimu, magnio arba Zamak / cinko liejimu ir kitais liejimo reikalavimais.

Visi procesai, kontroliuojami ISO9001 ir TS 16949, atliekami naudojant šimtus pažangių liejimo mašinų, 5 ašių mašinų ir kitų įrenginių, pradedant sprogdintuvais ir baigiant „Ultra Sonic“ skalbimo mašinomis. „Minghe“ turi ne tik pažangią įrangą, bet ir turi profesionalias patyrusių inžinierių, operatorių ir inspektorių komanda, kad kliento dizainas būtų įgyvendintas.

Sutartinis liejinių gamintojas. Galimybės apima šalto kameros aliuminio liejimo dalis nuo 0.15 svarų. iki 6 svarų, greito keitimo nustatymas ir apdirbimas. Pridėtinės vertės paslaugos apima poliravimą, vibravimą, pašalinimą iš šiukšlių, sprogdinimą, dažymą, dengimą dengimu, surinkimą ir įrankius. Medžiagos, su kuriomis dirbta, apima tokius lydinius kaip 360, 380, 383 ir 413.

Cinko liejimo projektavimo pagalba / gretutinės inžinerijos paslaugos. Pasirinktinis tiksliųjų cinko liejinių gamintojas. Gali būti gaminami miniatiūriniai liejiniai, aukšto slėgio liejiniai, daugialypiai liejimo liejiniai, įprasti liejiniai, vienetiniai ir nepriklausomi liejiniai bei ertmėje užklijuoti liejiniai. Liejiniai gali būti gaminami ilgio ir pločio iki 24 colių +/- 0.0005 colio tolerancijos.

ISO 9001: 2015 sertifikuotas liejinio magnio gamintojas. Galimybės apima aukšto slėgio magnio liejimą iki 200 tonų karšto kameros ir 3000 tonų šaltos kameros, įrankių dizainą, poliravimą, liejimą, apdirbimą, miltelinį ir skystą dažymą, pilną kokybės užtikrinimą su CMM galimybėmis , surinkimas, pakavimas ir pristatymas.

ITAF16949 sertifikuota. Papildoma liejimo paslauga investavimo liejimas,smėlio liejimas,Gravitacinis liejimas, Prarastas putų liejimas,Išcentrinis liejimas,Vakuuminis liejimas,Nuolatinis liejimasGalimybės apima EDI, inžinerinę pagalbą, patikimą modeliavimą ir antrinį apdorojimą.

Liejimo pramonė Automobilių, dviračių, orlaivių, muzikos instrumentų, vandens transporto priemonių, optinių prietaisų, jutiklių, modelių, elektroninių prietaisų, gaubtų, laikrodžių, mašinų, variklių, baldų, papuošalų, jigų, telekomunikacijų, apšvietimo, medicinos prietaisų, fotografijos prietaisų, fotografijos, Robotai, skulptūros, garso įranga, sporto įranga, įrankiai, žaislai ir kt.
Ką galime padėti jums padaryti toliau?
∇ Eikite į pagrindinį puslapį „Die Casting“ Kinija
→Liejimo dalys-Sužinok, ką mes padarėme.
→ Ralated Patarimai Apie „Die Casting“ paslaugos
By „Minghe“ liejimo gamintojas Kategorijos: Naudingi straipsniai |Medžiaga Žymos: Aliuminio liejimas, Cinko liejimas, Magnio liejimas, Titano liejimas, Nerūdijančio plieno liejimas, Žalvario liejimas,Bronzos liejimas,Perduodamas vaizdo įrašas,Įmonės istorija,Aliuminio liejimas | Komentarai išjungti







