
Dingusi putų liejimo danga didelėms kompleksinėms plonų sienelių apvalkalo dalims
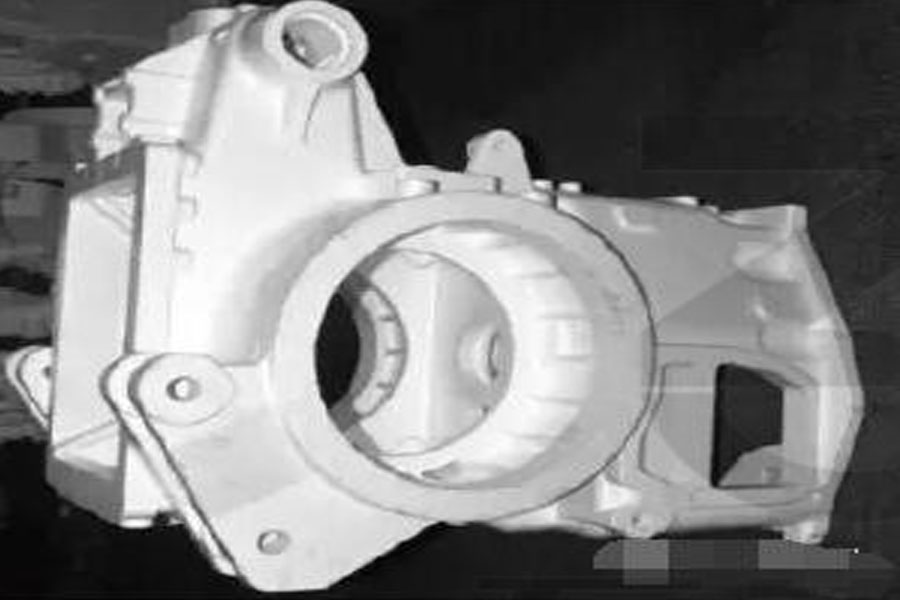
„China YTO Group Co., Ltd.“ savarankiškai sukurtas didelės galios ratinis traktorius turi didelį galinės pavarų dėžės korpusą ir labai sudėtingą konstrukciją (žr. 1 pav.), Kurio išorinis matmuo yra 1050 mm × 925 mm × 750 mm, o tikrasis tūris liejimas yra apie 0.085m3. Teorinis svoris yra apie 615kg.
Bandomojoje šios apvalkalo dalies gamyboje buvo naudojama prarasta putplasčio liejimo technologija. Plonasienių apvalkalo dalis, turinti tokią didelę apimtį, svorį ir sudėtingą struktūrą, buvo pagaminta naudojant šią technologiją, o esamuose žurnaluose ir žurnaluose yra nedaug pranešimų. Per daugybę bandomųjų darbų buvo nustatyta, kad liejiniai po išpylimo turi šias tris problemas: viena yra liejinio deformacija, dėl kurios sunku garantuoti liejinio matmenų tikslumą; antra, kad liejimo vidinėje ertmėje lengvai susidaro geležimi dengtas smėlis, o tai padidina valymo sunkumus; trečiasis yra liejimo paviršius. Susidaro suodžių defektai, dėl kurių liejimas apdorojimo metu lieka laužas.
Yra daug veiksnių, kurie sukelia minėtus liejimo defektus, tačiau danga vaidina gyvybiškai svarbų vaidmenį visame pamestame putų liejimo procese. Jei pati danga nėra tinkamai suformuluota ir jos veikimas yra prastas, ji ne tik negali veiksmingai išspręsti problemos, bet ir sukelti defektų.
- (1) Dažai yra blogai pakabinami. Gamybos bandyme naudojami dažai yra vandens pagrindo dažai, o galinės transmisijos dėklo baltos formos yra pagamintos iš putų polistirolo, kurį nėra lengva sudrėkinti ar prasiskverbti vandens pagrindu pagamintais dažais. Blogas drėkinamumas, prasta danga ir dažai negali pakabinti ant baltos formos paviršiaus arba blogai sukimba. Viena vertus, dėl to raštas bus padengtas kelis kartus, o baltojo pelėsio polinkis deformuotis daugkartinio dengimo ir džiovinimo metu padidės. ; Kita vertus, tai sukels nevienodą dangos storį, net pertraukiamą dangą, o vietinis baltos formos poveikis sukels smėlio sulipimo defektus. Dėl didelio galinės pavarų dėžės baltos formos formos (žr. 2 pav.), Panardinant susidaręs plūdrumas išvaizdą sugadins. Todėl, naudojant baltą pelėsį, naudojamas purškimo ir užuolaidų dangos derinys. Dangos savybės kelia aukštesnius reikalavimus.
- (2) Dangos stiprumas yra mažas. Galinės pavarų dėžės baltos formos turi didelį tūrį, ploną sienelę ir mažą tankį. Visas baltas pelėsis neturi būdingo standumo. Dangos dangos sukibimo stiprumas kambario temperatūroje nėra didelis, todėl džiovinant ir apdorojant raštą lengva sukelti dangos lupimąsi ir pažeidimą. Negalima garantuoti, kad raštas turi pakankamą atsparumą deformacijoms per smėlio užpildymo ir sutankinimo procesą, dėl kurio atsiranda deformacija; Aukštos temperatūros dangos stiprumas nėra aukštas, esant aukštai temperatūrai, neįmanoma išvengti dangos pažeidimo išlydyto metalo liejimo ir formavimo proceso metu, sukeliančio griūtį, smėlio sulipimą ir kitus defektus, todėl negalima garantuoti liejimo matmenų tikslumo ir paviršiaus kokybės; blogas likutinis dangos stiprumas sukels Po išpylimo nėra lengva nuvalyti dangą nuo liejinio paviršiaus.
- (3) Dangos oro pralaidumas yra blogas. Kadangi bandomojo produkto medžiaga yra HT250, atliekant gamybos bandymą, liejimo temperatūra yra kontroliuojama 1380 ~ 1430 ℃, o baltos formos medžiaga yra polistireninis putplastis, kurio temperatūra yra 1350 ~ 1550 ℃. , Jis pradeda greitai trūkinėti, dega ir garuoja, o mažos molekulinės masės polimerai greitai sutrūkinėja, iškrinta didelis kiekis vandenilio ir laisvos anglies. Jei dangos pralaidumas orui yra menkas, per dangą negalima sklandžiai eksportuoti didelio kiekio pirolizės produktų, dėl kurių liejinyje atsiras porų; jei danga negali absorbuoti deginant polistireninį putplastį susidariusių likučių, liejimas gali turėti likusių anglies įtraukimo defektų.
Siekdamas liejimo defektų, kuriuos sukelia dangos techniniame fone, jis sutelkia dėmesį į dangų kompozicijų kūrimą ir tuo pačiu tiria dangų maišymo procesą.
Dangos formų kūrimas
1. Kompozicija ir medžiagos pasirinkimas
- (1) Ugniai atsparių miltelių prarasta putplasčio danga turi tris svarbius reikalavimus pasirenkant ugniai atsparius miltelius: Pirma, ugniai atsparių miltelių dalelių dydis turėtų būti santykinai grubus, tačiau jei jis yra per stambus, tai paveiks dangos atsparumą smėliui, ir bus atsižvelgta į anti-stick smėlį. Esant dideliam oro pralaidumui, pasirinkite dalelių dydį 0.08 ~ 0.071 mm (180/200 akių); antra, kuo apvalesnė ugniai atsparių miltelių forma, tuo geriau, kad apvalūs milteliai gerai praleidžia orą; trečia, kad ugniai atsparūs milteliai gerai praleidžia orą; Putplasčio plastikų pirolizės produktai turi būti adsorbciniai. Siekiant pagerinti bendrą dangos veikimą, ugniai atspariais milteliais parenkami aukšto aliuminio oksido boksito klinkerio milteliai (dalelių dydis 0.08 mm) ir žėručio milteliai (dalelių dydis 0.071 mm). Aukšto aliuminio oksido boksito milteliai turi porėtą struktūrą su užapvalintais grūdeliais, kurie gali pagerinti dangos pralaidumą orui ir putų pirolizės produktų adsorbcijos galimybes; žėručio milteliai yra sluoksniuotas silikatas iš konstrukcijos, kuri yra atspari karščiui ir atspari dilimui. Izoliacijos savybės, geras elastingumas ir lankstumas, pridedant tam tikrą žėručio miltelių dalį dangai, galima pagerinti dangą, oro pralaidumą aukštai temperatūrai ir sukepimą dangos.
- (2) Rišiklio EPC dangos rišiklis yra svarbi dangos dalis. Tai ne tik suteikia dangos stiprumą ir plitimą, bet ir daro įtaką oro pralaidumui ir dangos suspensijai. Paprastai neorganinio rišiklio ir organinio rišiklio derinys ne tik garantuoja dangos stiprumą kambario temperatūroje ir aukštoje temperatūroje, bet ir efektyviai pagerina dangos pralaidumą orui. Dėl didelio dėžės ir plonos transmisijos dėžės ir transmisijos dėklo sienelės, siekiant užtikrinti dangos standumą, stiprumą ir oro pralaidumą, yra trijų tipų klijai: baltasis lateksas, α krakmolas ir drėkinamojo poveikio RSF milteliai. pasirinktas. Rišiklis sumaišomas ir naudojamas tam tikra proporcija. Ypač RSF miltelių pasirinkimas veiksmingai pagerina dangos standumą, stiprumą ir oro pralaidumą.
- (3) Pagrindinė skysčio nešiklio funkcija yra ugniai atsparių miltelių išsklaidymas jame. Prarasto putų liejimo metu, atsižvelgiant į aplinkos apsaugos, naudojimo, džiovinimo, dujų gamybos ir sąnaudų reikalavimus, lengva naudoti vandenį kaip skysčio nešiklį. Padarykite dangą geros suspensijos, teptuko ir nepratekančių savybių.
- (4) Suspenduojančios medžiagos dangos suspensija tiesiogiai veikia dangos galimybes ir dangos kokybę, taip pat daro įtaką dangos eksploatacinėms savybėms. Dėl ugniai atsparių miltelių šiurkščių dalelių dydžio ir didelio dangos klampumo, ruošiant dangą, kaip suspenduojančios medžiagos yra naudojamas ličio bentonitas ir attapulgitas. Ličio bentonitas ir attapulgitas vandenyje gali suformuoti trimatę tinklo struktūrą. Jų derinys gali pagerinti dangos suspensiją ir pagerinti dangos reologiją ir proceso efektyvumą.
Daugiausia yra šių 3 rūšių pagalbinių priedų.
- ①Putas. Jis naudojamas maišant susidariusiems burbuliukams pašalinti dangos gamybos proceso metu.
- UrPaviršius. Pagrindinis į dangą įpilto nedidelio paviršiaus aktyviosios medžiagos kiekio tikslas yra pagerinti dangos sukibimą su modeliu ir palengvinti jos padengimą.
- ③ Antiseptikas. Siekiant palengvinti dažų laikymą ir ilgalaikį naudojimą, į dažus pridedamas tam tikras konservantų kiekis, kuris gali efektyviai užkirsti kelią dažams nuo miltligės, pablogėjimo ir klampos praradimo sezonui esant aukštesnei temperatūrai.
Dangos efektyvumo tyrimai
1. Dangos veikimo bandymo metodas
- (1) Dažų tankis matuojamas 100 ml graduoto cilindro svėrimo metodu, siekiant nustatyti dažų tankį.
- (2) Dangos dangos stabilumo bandymui naudojamas 100 ml graduotas cilindras, skirtas 6 valandų nusodinimo greičio metodui nustatyti.
- (3) Baume matuoklis (naudojamas gamybos vietoje) naudojamas dažų koncentracijai tirti.
- (4) Dangos storio bandymas: Panardinkite paruoštą putplasčio plastiko mėginių bloką 100 mm × 100 mm × 12 mm (pageidautina iš nurašytos baltos formos), 10 sekundžių panardinkite į sumaišytus dažus, išimkite ir padėkite į 50 ° C temperatūrą. elektrinis 3 valandas džiovinant džiovinimo dėžėje, ištraukite bandymo bloką ir išmatuokite dangos storį.
- (5) Dangos dangos oro pralaidumo ir aukštos temperatūros bandymas patvirtina Huazhongo mokslo ir technologijos universiteto sukurtą daugiafunkcinį našumo testerį.
2. Pamestos putplasčio dangos veikimas pagrįstas aukščiau pateikta dangos formule
Dangos paruošimo procesas
Daugeliu bandymų nustatyta, kad dangos veikimas yra susijęs ne tik su dangos formavimu, bet ir su dangos formavimo procesu. Ta pati formulė ir skirtingi formulavimo procesai turi didelę įtaką dangos veikimui. Norint gauti gerai veikiančią dangą, paruošimo procesas turėtų užtikrinti, kad tiksotropinis agentas, rišiklis ir tirpiklis būtų visiškai disperguoti ir stipriai adsorbuojami su ugniai atspariais milteliais, kad dangos komponentai būtų visiškai integruoti taip, kad danga turi gerą tiksotropiją ir dengiamumą.
1. Dažų paruošimo įranga
Didelio greičio sklaidytuvas, ritininis smėlio maišytuvas.
2. Paruošimo būdas
- (1) Drėgno miltelinio dažymo paruošimas: Pasveriamus ugniai atsparius miltelius supilkite į ritininį smėlio maišytuvą, sumaišykite 5–10 minučių, o po to nuosekliai į mišinį supilkite rišiklį, suspenduojančią medžiagą ir pagalbinius priedus. 30–40 minučių, jis bus sumaltas ir supakuotas maišeliuose, kad būtų galima naudoti vėliau.
- (2) Srutų dažų paruošimas. Pasverkite tam tikrą kiekį šlapių dažų miltelių, pagal miltelių ir vandens santykį nuo 1: 0.6 iki 0.7, pasverkite tam tikrą kiekį vandens į dažų maišymo kibirą ir padėkite dažų kibirą po greitaeigiu dispersijos maišytuvu. Įjunkite greitaeigį dispersijos maišytuvą ir pridėkite pasvertus drėgnus miltelinius dažus. Maišykite dideliu greičiu (800 ~ 900r / min) apie 40 minučių, tada maišykite mažu greičiu (< 600r / min) 2 valandas. Sumaišę vienodus dažus, palikite juos 24 valandas. Jie yra visiškai subrendę, o drėgmę galima reguliuoti pagal „Baume“ laipsnio reikalavimus naudojimo metu.
Išvada
- (1) Į ugniai atsparius miltelius įdėjus atitinkamą žėručio miltelių kiekį, gali pagerėti dangos padengimo ir suspensijos savybės. Pritaikius modelį, vienu metu galima gauti storesnę dangą, sumažinant modelio dažymo skaičių ir supaprastinant gamybos procesą; pridedant reikiamą žėručio miltelių kiekį, kad gautų tą patį dangos storį, sumažėja bendras rašto svoris po padengimo, kuris gali veiksmingai užtikrinti rašto standumą ir stiprumą; pridedant atitinkamo žėručio miltelių kiekio, sumažėja boksito miltelių danga. Sukepinimo temperatūra, po liejimo dangą lengva nulupti nuo liejimo, o liejinio paviršius yra lygus ir švarus.
- (2) Dangos formulėje, pridedant drėkinamo rišiklio RSF miltelių, akivaizdžiai pagerėja dangos sukibimas su putplasčio raštu ir pagerėja dangos stiprumas, o tai labai svarbu norint užtikrinti rašto standumą ir stiprumą. .
- (3) Ličio bentonitas ir attapulgitas naudojami kartu. Pagal maišymo procesą, suformuotą pamestoms putų dangoms, buvo patikrinta, ar dangos suspensija, tiksotropija ir dangos savybės buvo žymiai pagerintos. Sluoksnio storis yra vienodas, išvengiant smėlio klijavimo defektų, atsirandančių dėl baltojo pelėsio poveikio.
Prašome pasilikti šio straipsnio šaltinį ir adresą perspausdinti: Dingusi putų liejimo danga didelėms kompleksinėms plonų sienelių apvalkalo dalims
Minghe „Die Casting Company“ yra skirti gaminti ir teikti kokybiškas ir aukštos kokybės liejimo dalis (metalinės liejimo dalys daugiausia apima Plonų sienų liejimas,Karšto kameros liejimas,Šaltojo kameros liejimas), Apvali paslauga (liejimo paslauga,CNC apdirbimas,Liejimo gamyba, Paviršiaus apdorojimas). Kviečiame susisiekti su bet kokiu aliuminio liejimu, magnio arba Zamak / cinko liejimu ir kitais liejimo reikalavimais.

Visi procesai, kontroliuojami ISO9001 ir TS 16949, atliekami naudojant šimtus pažangių liejimo mašinų, 5 ašių mašinų ir kitų įrenginių, pradedant sprogdintuvais ir baigiant „Ultra Sonic“ skalbimo mašinomis. „Minghe“ turi ne tik pažangią įrangą, bet ir turi profesionalias patyrusių inžinierių, operatorių ir inspektorių komanda, kad kliento dizainas būtų įgyvendintas.

Sutartinis liejinių gamintojas. Galimybės apima šalto kameros aliuminio liejimo dalis nuo 0.15 svarų. iki 6 svarų, greito keitimo nustatymas ir apdirbimas. Pridėtinės vertės paslaugos apima poliravimą, vibravimą, pašalinimą iš šiukšlių, sprogdinimą, dažymą, dengimą dengimu, surinkimą ir įrankius. Medžiagos, su kuriomis dirbta, apima tokius lydinius kaip 360, 380, 383 ir 413.

Cinko liejimo projektavimo pagalba / gretutinės inžinerijos paslaugos. Pasirinktinis tiksliųjų cinko liejinių gamintojas. Gali būti gaminami miniatiūriniai liejiniai, aukšto slėgio liejiniai, daugialypiai liejimo liejiniai, įprasti liejiniai, vienetiniai ir nepriklausomi liejiniai bei ertmėje užklijuoti liejiniai. Liejiniai gali būti gaminami ilgio ir pločio iki 24 colių +/- 0.0005 colio tolerancijos.

ISO 9001: 2015 sertifikuotas liejinio magnio gamintojas. Galimybės apima aukšto slėgio magnio liejimą iki 200 tonų karšto kameros ir 3000 tonų šaltos kameros, įrankių dizainą, poliravimą, liejimą, apdirbimą, miltelinį ir skystą dažymą, pilną kokybės užtikrinimą su CMM galimybėmis , surinkimas, pakavimas ir pristatymas.

ITAF16949 sertifikuota. Papildoma liejimo paslauga investavimo liejimas,smėlio liejimas,Gravitacinis liejimas, Prarastas putų liejimas,Išcentrinis liejimas,Vakuuminis liejimas,Nuolatinis liejimasGalimybės apima EDI, inžinerinę pagalbą, patikimą modeliavimą ir antrinį apdorojimą.

Liejimo pramonė Automobilių, dviračių, orlaivių, muzikos instrumentų, vandens transporto priemonių, optinių prietaisų, jutiklių, modelių, elektroninių prietaisų, gaubtų, laikrodžių, mašinų, variklių, baldų, papuošalų, jigų, telekomunikacijų, apšvietimo, medicinos prietaisų, fotografijos prietaisų, fotografijos, Robotai, skulptūros, garso įranga, sporto įranga, įrankiai, žaislai ir kt.
Ką galime padėti jums padaryti toliau?
∇ Eikite į pagrindinį puslapį „Die Casting“ Kinija
→Liejimo dalys-Sužinok, ką mes padarėme.
→ Ralated Patarimai Apie „Die Casting“ paslaugos
By „Minghe“ liejimo gamintojas Kategorijos: Naudingi straipsniai |Medžiaga Žymos: Aliuminio liejimas, Cinko liejimas, Magnio liejimas, Titano liejimas, Nerūdijančio plieno liejimas, Žalvario liejimas,Bronzos liejimas,Perduodamas vaizdo įrašas,Įmonės istorija,Aliuminio liejimas | Komentarai išjungti







