
Naujas W tipo aušinto aliuminio vandens aušinimo pagrindo procesas
Sparčiai tobulinant maitinimo blokus, elektrines transporto priemones ir metro variklių gamybos technologijas, variklių gamyboje plačiai naudojamos lietinės aliuminio vandens aušinimo rėmo konstrukcijos. Ekologiškiems ir aplinkai nekenksmingiems elektrinių transporto priemonių varikliams, greitaeigiams EMU maitinimo blokų generatoriams, oro uosto autobusų varikliams ir miesto geležinkelių transporto nuolatinio magneto traukos varikliams dažniausiai naudojamos lietos aliuminio vandens aušinimo pagrindai. Geras vandens aušinimo liejimo rėmo šilumos išsklaidymo efektas yra raktas į variklių gamybos reikalavimų įvykdymą. Pagrindinis gamybos procesas apima metalo lydymo technologiją, formavimo technologiją, surinkimo technologiją, apdirbimo technologiją ir kitus aspektus. Ar liejimo aliuminio vandeniu aušinamos mašinos pagrindo struktūra yra pagrįsta, o jos kokybė tiesiogiai veikia šio tipo variklių veikimo patikimumą, darbo našumą ir ekonominę naudą. Taikymo struktūra Pagrįsta lietinio aliuminio vandeniu aušinama rėmo konstrukcija gali pagerinti tokio tipo variklio rėmo veikimo patikimumą, sutrumpinti gamybos ciklą, sutaupyti gamybos sąnaudas ir pagerinti darbo našumą bei ekonominę naudą.
1. Dabartinė vandens aušinimo rėmo gamybos technologijos būklė
1.1 Proceso metodas
Aliuminio vandens aušinimo pagrindų gamybos būdai toje pačioje pramonėje namuose ir užsienyje apima: vientisą smėlio liejimą, dalytą smėlio liejimą, ekstruzinį liejimą ir kt. Bendras liejimo procesas yra: pelėsių šerdies dėžutės gamyba - smėlio liejimo smėlio šerdies gamyba - lydinio lydymo dėžės surinkimas-liejimas-valymas-gatavas produktas. Dalijimo liejimo procesas yra: pelėsių šerdies dėžutės gamyba - smėlio formos smėlio šerdies gamyba - lydinio lydymo dėžės surinkimas-liejimas-valymas-apdorojimas-suvirinimas-surinkimas, kad būtų suformuotas pagrindo ruošinys. Ekstruzijos liejimo procesas yra: liejimo formos liejimas iš aliuminio lydymo-liejimo aliuminio luitų, aukšto slėgio ekstruzijos liejimo-suvirinimo-mašinos pagrindo ruošiniai.
1.2 Tradicinių amatų ir metodų trūkumai
Integruoto liejimo aliuminio vandeniu aušinto rėmo problema yra mažas rėmo derlius ir ilgas gamybos ciklas. Didžiausia problema yra sunku išvalyti vandens kanalo smėlio šerdį ir sunku sutvarkyti vandens kanalo smėlio šerdį; suskaidyto smėliu iš aliuminio vandeniu aušinto rėmo struktūra turi problemų. Gamybos procesas yra sudėtingas, ciklas yra per ilgas, kokybę sunku kontroliuoti, o vidinius ir išorinius cilindrus reikia iš anksto apdoroti, o galiniai paviršiai yra sandarūs ir suvirinti, o po apdorojimo juos lengva nutekėti; ekstruzijos būdu išlieta aliuminio vandeniu aušinama pagrindo konstrukcija: apribota preso tonažo, didelė Mašinos pagrindo neįmanoma realizuoti, o dėl sandarinimo ir suvirinimo siūlės yra vandens nutekėjimo rizika. Dažnai mašinos pagrindas nuteka dėl suvirinimo kokybės problemų, o tai daro įtaką mašinos pagrindo veikimui ir netgi sukelia variklio nurašymą.
2. Naujo proceso metodo samprata ir tikslas
Analizuojant tradicinių proceso metodų trūkumus, siūlomas naujas procesas, kurio charakteristikos apima:
- 1) Viduje ir išorėje aukšto slėgio vienkartinis liejimas.
- 2) Aušinimo kanalo konstrukcinės ypatybės formuojamos vienu metu su vidiniu ir išoriniu cilindrais.
- 3) Pašalina sudėtingus ir ilgus mašinos pagrindo aušinimo vandens kanalo apdorojimo etapus.
- 4) suvirinimo siūlė yra valdoma vidinėje flanšo pusėje, o suvirinimo siūlės negalima apdoroti, o tai išsprendžia mašinos pagrindo slėgio ir vandens nutekėjimo problemą suvirinimo proceso metu.
- 5) Norėdami pagerinti mašinos pagrindo patikimumą, ant vandens kelio sienos pastatykite pozicionavimo ir antikanalizavimo struktūras.
- 6) Trikdžių šildymo įvorės formavimas.
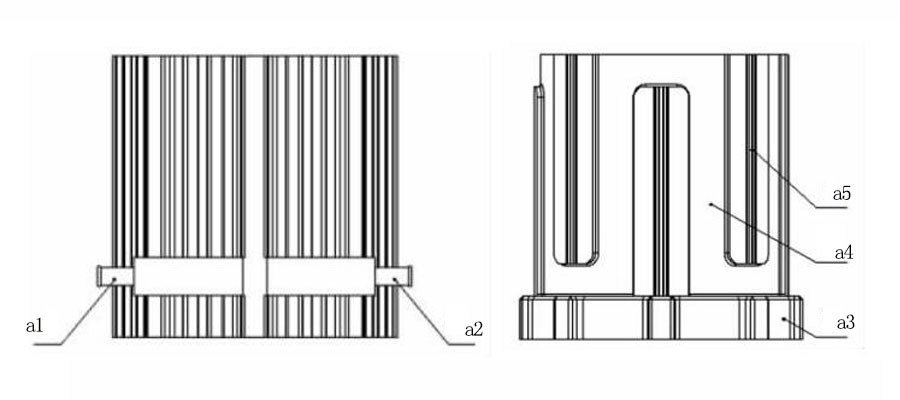
- a1: įleidimo anga
- a2: Vandens kelias
- a3: vidinio cilindro suvirinimo apsaugos flanšas ir galinis dangtis
- a4: aušinamas vandens kelias
- a5: kovos su vandeniu vadovas raktas
3. Specifinis naujojo proceso įgyvendinimo procesas
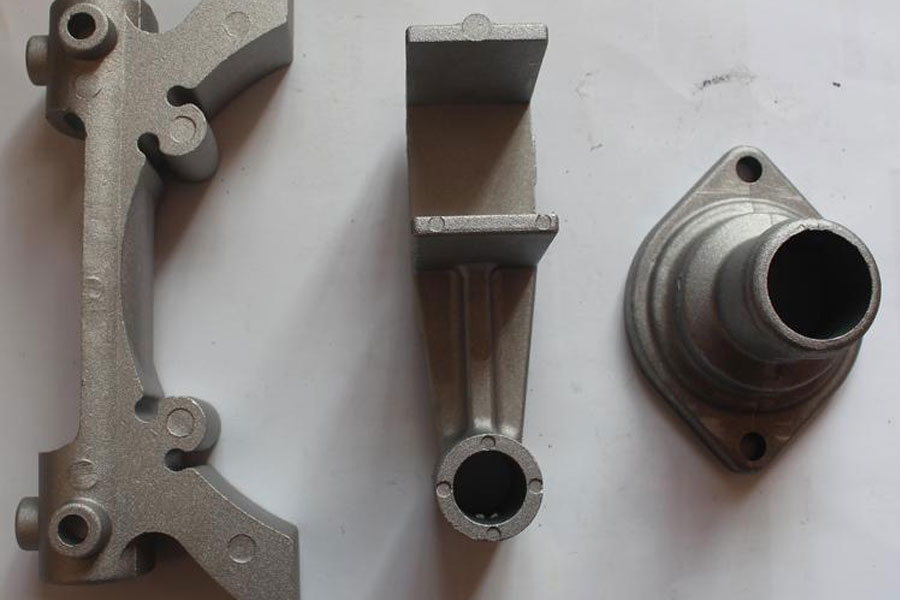
Naujo liejimo procesas yra toks: liejimo formos lydinių lydymas - liejimas - karštos rankovės - suvirinimo pagrindo ruošinys. Vidiniai ir išoriniai cilindrų vandens kanalai išliejami liejimo būdu, apdoroti nereikia. Visiškai išnaudokite liejimo ypatybes, greitą greitį, aukštą paviršiaus apdailą, naudojant liejimo technologiją, liejimą į išorinius ir vidinius cilindrus. W formos kanalo konstrukcija ir kreipiamasis W griovelis užmetami ant vidinio cilindro, kaip parodyta 2 paveiksle; išorinis cilindras išlietas su kreipiančiąja ir fiksuojančia konstrukcija, vidinis ir išorinis cilindrai yra pašildomi tuo pačiu metu, o tada vidiniai ir išoriniai cilindrai pašildomi, kaip parodyta 3 pav.

Tarpiklis suvirinamas į pagrindo ruošinį, kaip parodyta 4 paveiksle. Naujojo proceso privalumai yra šie:
- 1) Vidiniai ir išoriniai cilindrai yra tiesiogiai suformuoti liejimo būdu, neapdorojant vandens kanalų.
- 2) išorinis cilindras turi vidinį flanšą, o vidinis cilindras turi išorinį flanšą, kad apsaugotų siūlę.
- 3) Vidiniai ir išoriniai cilindrai yra iš anksto pašildyti, kad būtų galima šildyti trukdžius.
- 4) Norėdami užtikrinti pagrindo patikimumą, nustatykite kreipiamuosius ir fiksavimo įtaisus.
4. Išvada
Naujasis „W“ formos aušinamas rėmas gamybos procesas yra precedentas šalies profesionalioje automobilių gamybos pramonėje. Remiantis vietinio ir užsienio lietinio aliuminio rėmo gamybos technologijos įsisavinimu kartu su liejimo konstrukcija, W formos lietinio aliuminio vandeniu aušinto rėmo gamybai įgyvendinti naudojami specialūs proceso metodai. Proceso metu slėgio liejimo charakteristikos yra visiškai panaudotos, naudojamos išankstinio kaitinimo trukdžių įvorės, sumaniai sutvarkyta suvirinimo apsauga ir vandens nutekėjimo prevencijos konstrukcija, taip pat realizuojama W formos lietinio aliuminio vandeniu aušinamos mašinos pagrindo gamyba. Sutrumpinkite gaminių kūrimo ciklą, sumažinkite variklių gamybos sunkumus ir darbo jėgą, supaprastinkite pagrindinių elektrinių mašinų komponentų gamybos procesą, pagerinkite gamybos ir eksploatavimo patikimumą ir efektyviai kontroliuokite variklių gamybos sąnaudas.
Prašome pasilikti šio straipsnio šaltinį ir adresą perspausdinti: Naujas W tipo aušinto aliuminio vandens aušinimo pagrindo procesas
Minghe „Die Casting Company“ yra skirti gaminti ir teikti kokybiškas ir aukštos kokybės liejimo dalis (metalinės liejimo dalys daugiausia apima Plonų sienų liejimas,Karšto kameros liejimas,Šaltojo kameros liejimas), Apvali paslauga (liejimo paslauga,CNC apdirbimas,Liejimo gamyba, Paviršiaus apdorojimas). Kviečiame susisiekti su bet kokiu aliuminio liejimu, magnio arba Zamak / cinko liejimu ir kitais liejimo reikalavimais.

Visi procesai, kontroliuojami ISO9001 ir TS 16949, atliekami naudojant šimtus pažangių liejimo mašinų, 5 ašių mašinų ir kitų įrenginių, pradedant sprogdintuvais ir baigiant „Ultra Sonic“ skalbimo mašinomis. „Minghe“ turi ne tik pažangią įrangą, bet ir turi profesionalias patyrusių inžinierių, operatorių ir inspektorių komanda, kad kliento dizainas būtų įgyvendintas.

Sutartinis liejinių gamintojas. Galimybės apima šalto kameros aliuminio liejimo dalis nuo 0.15 svarų. iki 6 svarų, greito keitimo nustatymas ir apdirbimas. Pridėtinės vertės paslaugos apima poliravimą, vibravimą, pašalinimą iš šiukšlių, sprogdinimą, dažymą, dengimą dengimu, surinkimą ir įrankius. Medžiagos, su kuriomis dirbta, apima tokius lydinius kaip 360, 380, 383 ir 413.

Cinko liejimo projektavimo pagalba / gretutinės inžinerijos paslaugos. Pasirinktinis tiksliųjų cinko liejinių gamintojas. Gali būti gaminami miniatiūriniai liejiniai, aukšto slėgio liejiniai, daugialypiai liejimo liejiniai, įprasti liejiniai, vienetiniai ir nepriklausomi liejiniai bei ertmėje užklijuoti liejiniai. Liejiniai gali būti gaminami ilgio ir pločio iki 24 colių +/- 0.0005 colio tolerancijos.

ISO 9001: 2015 sertifikuotas liejinio magnio gamintojas. Galimybės apima aukšto slėgio magnio liejimą iki 200 tonų karšto kameros ir 3000 tonų šaltos kameros, įrankių dizainą, poliravimą, liejimą, apdirbimą, miltelinį ir skystą dažymą, pilną kokybės užtikrinimą su CMM galimybėmis , surinkimas, pakavimas ir pristatymas.

ITAF16949 sertifikuota. Papildoma liejimo paslauga investavimo liejimas,smėlio liejimas,Gravitacinis liejimas, Prarastas putų liejimas,Išcentrinis liejimas,Vakuuminis liejimas,Nuolatinis liejimasGalimybės apima EDI, inžinerinę pagalbą, patikimą modeliavimą ir antrinį apdorojimą.

Liejimo pramonė Automobilių, dviračių, orlaivių, muzikos instrumentų, vandens transporto priemonių, optinių prietaisų, jutiklių, modelių, elektroninių prietaisų, gaubtų, laikrodžių, mašinų, variklių, baldų, papuošalų, jigų, telekomunikacijų, apšvietimo, medicinos prietaisų, fotografijos prietaisų, fotografijos, Robotai, skulptūros, garso įranga, sporto įranga, įrankiai, žaislai ir kt.
Ką galime padėti jums padaryti toliau?
∇ Eikite į pagrindinį puslapį „Die Casting“ Kinija
→Liejimo dalys-Sužinok, ką mes padarėme.
→ Ralated Patarimai Apie „Die Casting“ paslaugos
By „Minghe“ liejimo gamintojas Kategorijos: Naudingi straipsniai |Medžiaga Žymos: Aliuminio liejimas, Cinko liejimas, Magnio liejimas, Titano liejimas, Nerūdijančio plieno liejimas, Žalvario liejimas,Bronzos liejimas,Perduodamas vaizdo įrašas,Įmonės istorija,Aliuminio liejimas | Komentarai išjungti







